Ако често морате да заварите профилне цеви, онда да бисте што је више могуће убрзали процес и постигли прецизно поштовање правог угла, вреди направити следећи уређај. Када га користите, цеви неће одолети заваривању, тако да ће сваки спој бити савршен.
Материјали:
- профилне цеви;
- кутак;
- папучица кочнице;
- Челични лим;
- обичне и продужене матице М10;
- М10 студ.
Производни процес
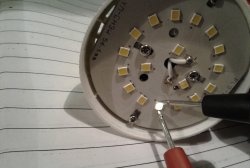
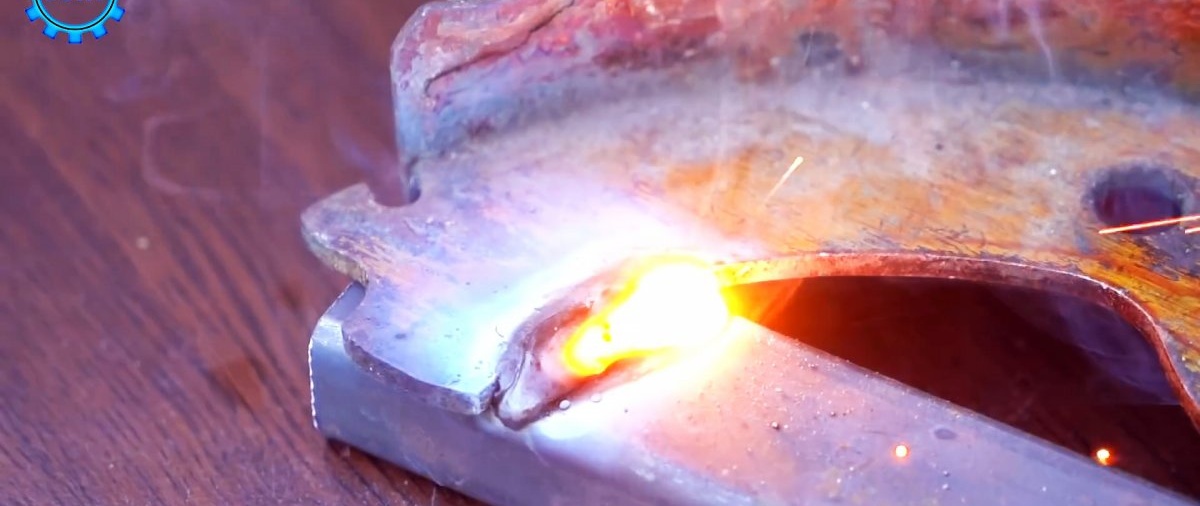
Потребно је заварити део профилне цеви на кочиону плочицу као на слици.
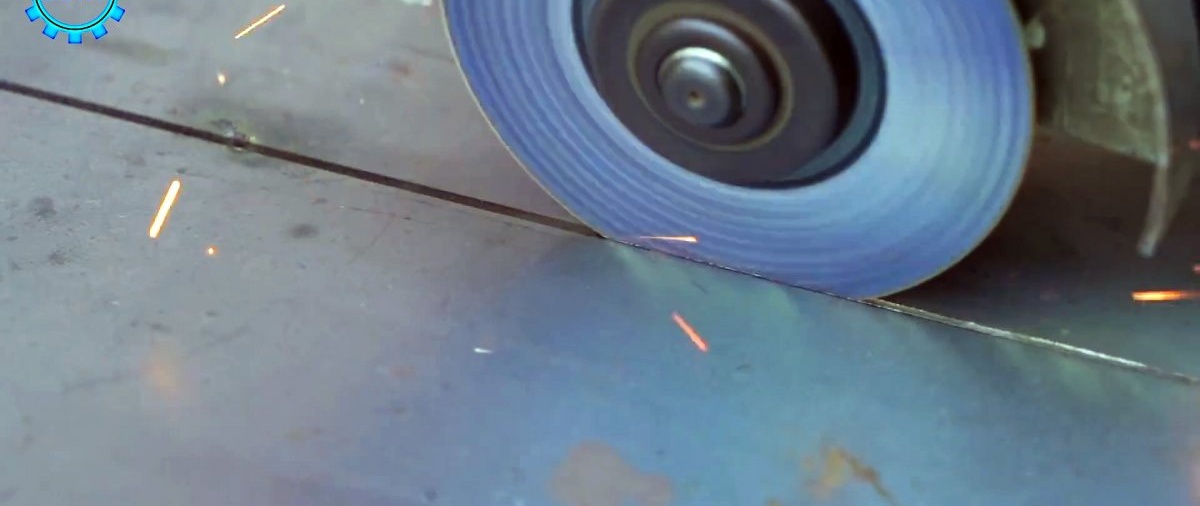
Затим се од челичног лима исече квадратна основа за фиксирање. Његова величина зависи од коришћеног блока, али је у већини случајева довољно 40к40 цм или чак мање.

2 заустављања су заварена на основу из једног угла. То могу бити углови или профилна цев исечена по дужини. Важно је да између њих буде 90 степени. Зауставници су заварени са размаком у углу.


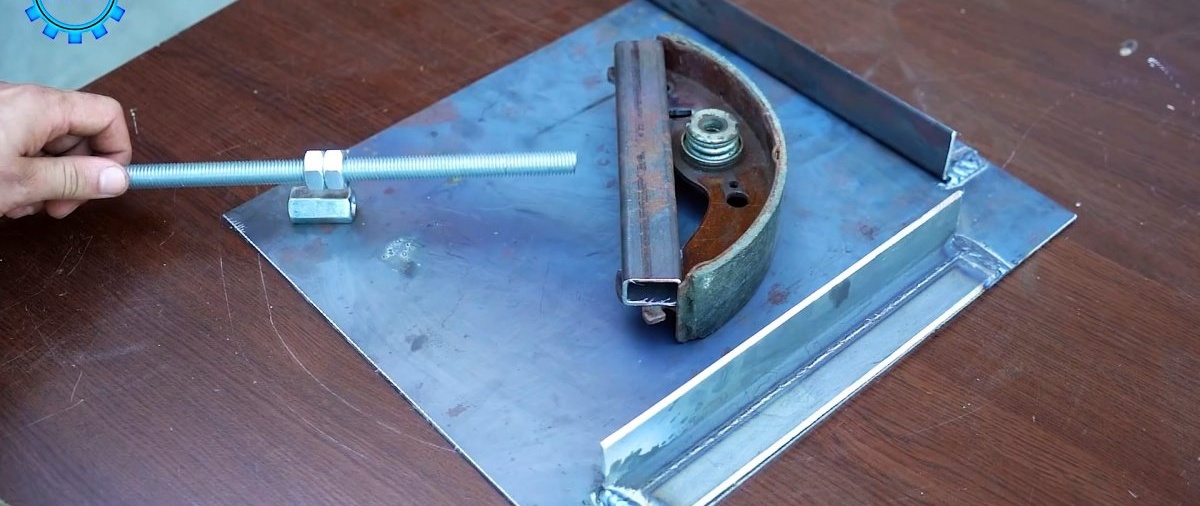
Затим морате направити стезаљку. Састоји се од клина уврнутог у навртке, које су заварене на основу кроз одстојник. Пета се налази дијагонално у односу на ђон.


На месту где се ослања на профил блока, потребно је да исечете зид тако да игла не клизи. На полеђини је направљено дугме.


Да бисте користили уређај, потребно је да поставите 2 цеви испод његових граничника и притиснете их блоком тако што ћете увртати пин. Овако стегнути радни предмети неће се померати током заваривања, а угао између њих ће бити стриктно 90 степени.